Você já pensou em como é feito o papel do dia a dia? O processo de fabricação de celulose e papel é uma mistura fascinante de ciência, maquinário e conhecimento secular que transforma madeira e materiais reciclados em tudo, desde notebooks até embalagens.
Neste post, você aprenderá o que realmente é a fabricação de celulose e papel, por que ela é importante no mundo de hoje e como evoluiu ao longo do tempo. Orientaremos você em cada etapa – desde a preparação da matéria-prima e polpação até a formação e acabamento da folha. Quer você seja um estudante curioso ou apenas queira entender o que acontece na fabricação de papel, este guia é para você.
O que é polpa? Compreendendo a matéria-prima
A celulose é o ponto de partida de todos os produtos de papel. É uma mistura úmida e fibrosa feita a partir da decomposição de materiais vegetais, como madeira ou papel reciclado. Depois de separadas, as fibras podem formar folhas finas – isso é papel. Mas nem toda polpa é feita da mesma forma. Vamos detalhar os tipos de fibras utilizadas e porque a celulose é a verdadeira heroína nesse processo.
Tipos de fibras utilizadas na fabricação de papel
Fibras de madeira: madeira macia vs. madeira dura
As fibras de madeira macia (como pinho ou abeto) são mais longas e flexíveis. Isso torna o papel mais resistente e durável.
As fibras de madeira dura (como bétula ou eucalipto) são mais curtas e lisas. Eles ajudam a criar uma superfície fina e uniforme, ideal para impressão.
| Tipo |
Comprimento da Fibra |
Resistência do Papel |
Uso Comum |
| Madeira macia |
Longo |
Alto |
Embalagem, papelão |
| Madeira dura |
Curto |
Mais baixo |
Papel para impressão, lenços |
Fibras não lenhosas
Estes incluem bagaço (resíduo de cana-de-açúcar), linho , , algodão e cânhamo . Eles são frequentemente usados em papéis especiais ou onde são preferidas fontes sem árvores.
O bagaço é leve e comumente encontrado em embalagens de alimentos. O algodão produz papel macio e de alta qualidade, como papel monetário ou artístico.
Fibras Recicladas
O papel reciclado é limpo, despolpado e reutilizado. Embora mais curta e mais fraca que as fibras virgens, ainda é útil.
Freqüentemente, eles são misturados com fibras mais fortes para aumentar a durabilidade e a textura do papel.
Por que a celulose é fundamental para a fabricação de papel
O papel da celulose
A celulose é o material central encontrado em todas as fibras vegetais. É resistente, flexível e adere bem a outras fibras. É isso que o torna perfeito para formar uma folha que se mantém unida.
Lignina e Hemicelulose: Elenco de Apoio
A lignina atua como cola na madeira. Ele mantém as fibras firmes, mas deve ser removido ou o papel fica amarelo e quebradiço.
A hemicelulose ajuda na ligação entre as fibras. Embora mais macio que a celulose, oferece flexibilidade e formação de folhas.
Visão geral passo a passo do processo de fabricação de celulose e papel
A jornada desde toras brutas até uma folha de papel acabada envolve várias etapas. Cada fase transforma cuidadosamente as fibras vegetais em folhas fortes e imprimíveis. Esta seção percorre os principais estágios de fabricação, destacando as técnicas tradicionais e modernas usadas atualmente nas fábricas de celulose e papel.
1. Preparação de matéria-prima
Processo de descascamento e lascamento
As toras passam primeiro por grandes tambores de descascamento, que removem a casca girando e borrifando água. As toras limpas então passam para picadores de alta velocidade que as cortam em cavacos pequenos e uniformes para obter resultados de polpação consistentes.
Os cavacos de madeira devem ser pequenos e uniformes para garantir um cozimento eficiente e uma separação consistente das fibras durante a polpação.
Fornecimento de Madeira
As toras são normalmente colhidas em florestas manejadas ou obtidas como resíduos de serrarias e fábricas de processamento de madeira.
Os detritos florestais, como galhos ou aparas, também são lascados e usados como fonte de fibra econômica.
| da fonte de material |
Vantagens |
| Sobras de serraria |
Acessível, reduz o desperdício de madeira, já descascada |
| Registros florestais gerenciados |
Fibras fortes e frescas, especialmente para papel kraft |
| Resíduo de registro |
Utiliza madeira de baixa qualidade e reduz o descarte |
2. Processo de polpação
Polpação Mecânica
Stone Groundwood (SGW): As toras são empurradas contra enormes rebolos para extrair fibras com uso mínimo de produtos químicos.
Polpação Mecânica de Refinador (RMP): Lascas de madeira são trituradas em refinadores usando discos metálicos rotativos sob alta pressão.
Polpação Termomecânica (TMP): O vapor pré-trata os cavacos antes do refino, melhorando o brilho e a flexibilidade da fibra.
As polpas mecânicas retêm a maior parte da estrutura da madeira, mas isso leva a uma menor resistência e a um papel mais escuro, sem branqueamento intenso.
Polpação Química
Processo Kraft: Usa uma solução alcalina forte para dissolver a lignina enquanto mantém as fibras de celulose intactas e fortes.
Processo Sulfito: Um método à base de ácido, melhor para papéis especiais, mas resulta em uma polpa mais fraca em comparação com o kraft.
Polpação Semi-Química
de comparação mecânica vs. química
| Característica |
Polpa mecânica |
Polpa química |
| Resistência da fibra |
Baixo devido à lignina retida |
Alta devido à remoção total da lignina |
| Colheita |
Alto (90–95%) |
Médio (45–55%) |
| Brilho (após alvejante) |
Médio |
Alto |
| Usos típicos |
Catálogos, papel de jornal, folhetos |
Papel de escritório, embalagem |
3. Limpeza e triagem de polpa
Após a polpação, detritos como nós, cascas e areia devem ser separados para evitar danos ao equipamento e má qualidade do papel.
Os limpadores centrífugos giram a pasta de celulose em altas velocidades para remover contaminantes densos, como areia e fragmentos de metal.
A polpa limpa garante a formação uniforme das folhas e evita quebras de papel causadas por restos de partículas duras ou torrões de madeira.
4. Processo de branqueamento
O branqueamento torna a polpa mais brilhante e melhora a aparência do papel final. A pasta química necessita de um branqueamento mais profundo do que a pasta mecânica.
Por que alvejante? A polpa não branqueada produz papel escuro que descolora facilmente, principalmente sob a luz ou com o passar do tempo.
Agentes comuns: O peróxido de hidrogênio é suave, o dióxido de cloro é muito eficaz e o ozônio funciona rápido, mas é caro.
Diferentes abordagens: A pasta mecânica é levemente branqueada para preservar o rendimento; a polpa química é totalmente branqueada para obter brancura.
| do agente clareador |
de eficácia |
Custo |
melhor para |
| Peróxido de Hidrogênio |
Moderado |
Baixo |
Pasta reciclada ou mecânica |
| Dióxido de Cloro |
Alto |
Moderado |
Polpas químicas Kraft e sulfito |
| Ozônio |
Muito alto |
Alto |
Papéis especiais de alto brilho |
5. Refinamento e Batida
Finalidade do Refino
O refino prepara as fibras para uma melhor ligação, tornando as superfícies ásperas e tornando-as mais flexíveis e interligadas.
Equipamento de refino
Refinadores de disco: Discos giratórios de alta velocidade moem a polpa entre placas de metal estriadas, ajustando o formato e o comprimento da fibra.
Refinadores cônicos: usam câmaras de pressão e em formato de cone para fatiar e comprimir a polpa em fibras mais uniformes.
Impacto na ligação de fibras
O refino adequado melhora a suavidade, a resistência à tração e a capacidade de impressão do papel, sem torná-lo quebradiço ou irregular.
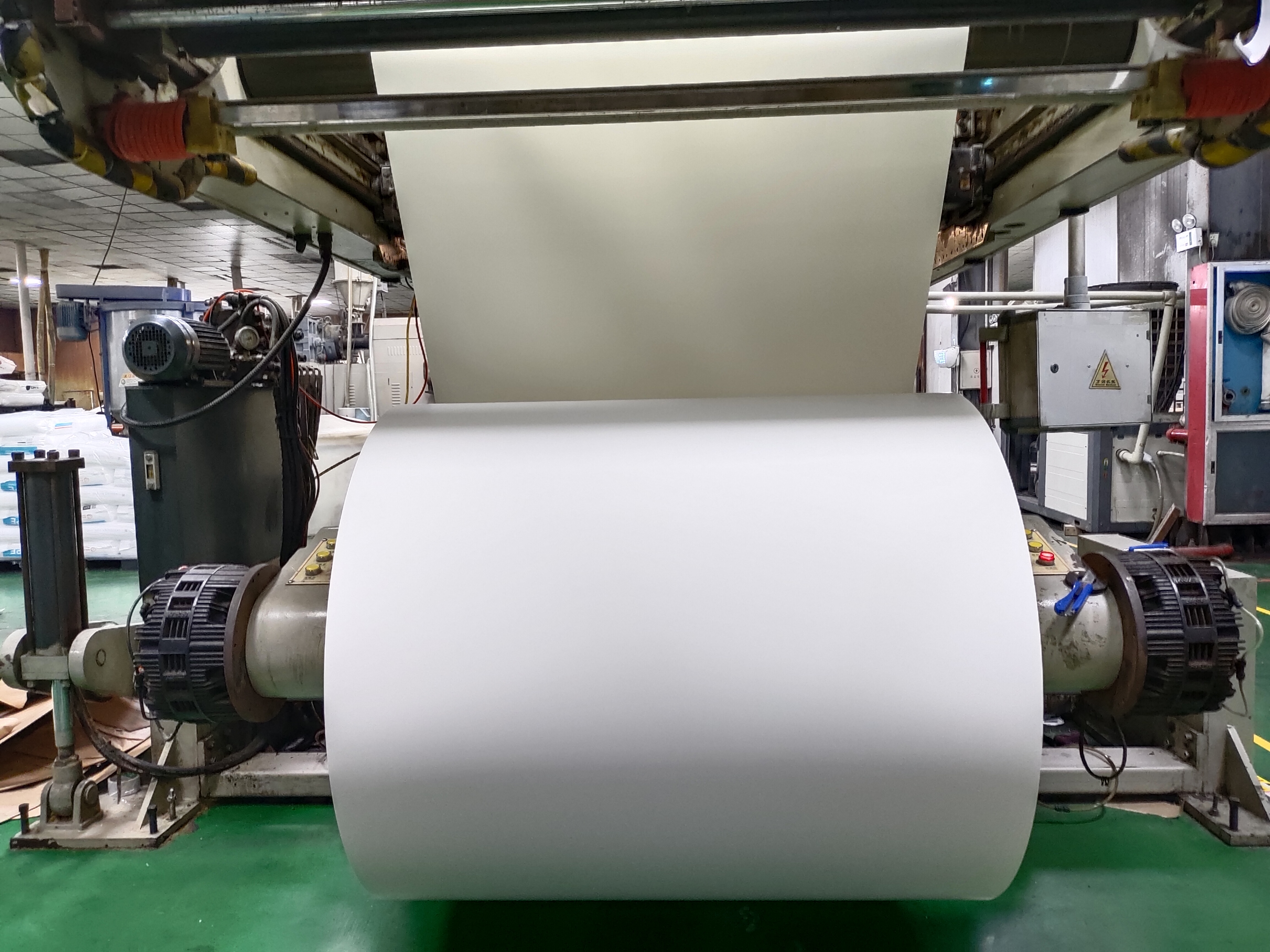
6. Processo de fabricação de papel
Formando a folha
A mistura aquosa de polpa é espalhada uniformemente da caixa de entrada sobre uma tela de arame móvel para começar a formar a folha de papel.
A gravidade e a sucção removem a maior parte da água, deixando para trás uma esteira de fibra úmida pronta para prensagem.
Pressionando
O tapete úmido passa por rolos pesados envoltos em feltro para espremer mais água e compactar as fibras.
Isto melhora a resistência da folha e prepara a teia para uma secagem mais rápida sem danificar as ligações das fibras.
Secagem
| do estágio |
(%) |
| Depois de formar |
~99% |
| Depois de pressionar |
~50–60% |
| Após a secagem |
~4–6% |
7. Acabamento e Conversão
Calandragem: O papel passa entre rolos lisos e aquecidos para nivelar sua superfície e reduzir variações de espessura.
Revestimento e colagem: As superfícies podem ser tratadas com amidos, argilas ou látex para melhorar a qualidade de impressão e a resistência da tinta.
Corte e embalagem: O rolo de papel contínuo é cortado em tamanhos ou folhas gerenciáveis e depois embalado para entrega.
As etapas finais de acabamento determinam a textura, gramatura, brilho e desempenho do papel em aplicações de impressão ou dobra.
Principais máquinas utilizadas no processo de fabricação de papel
A produção de papel depende de um sistema coordenado de máquinas. Cada um realiza um trabalho específico na transformação da madeira bruta em papel acabado. Desde a remoção da casca até o alisamento da folha final, essas máquinas trabalham em sequência para garantir que cada folha atenda aos padrões de qualidade. Vamos explorar as máquinas essenciais usadas em todo o processo.
Descascador
Um descascador remove a casca das toras antes de serem lascadas. Esta etapa é importante porque a casca pode causar contaminação e danificar máquinas a jusante. Dentro do descascador, as toras são giradas em grandes tambores enquanto jatos de água ajudam a soltar e descascar a casca. Depois de limpas, as toras estão prontas para entrar no picador.
Picador
O picador corta toras descascadas em lascas de madeira pequenas e uniformes que são mais fáceis de processar. Ele usa lâminas giratórias afiadas para cortar as toras com rapidez e eficiência. Os chips precisam ter tamanho consistente para que cozinhem uniformemente em digestores ou sejam refinados adequadamente em processos mecânicos. Lascas irregulares podem levar à má qualidade da polpa.
Digestor
O digestor é fundamental para a polpação química. Ele cozinha os cavacos de madeira com calor e produtos químicos para quebrar a lignina, liberando as fibras de celulose. Os digestores vêm em duas formas: lote e contínuo. Enquanto os digestores descontínuos lidam com uma carga por vez, os digestores contínuos operam sem parar, ideais para produzir polpa kraft forte em grandes volumes.
Despolpador
O despolpador cria uma pasta misturando fibras brutas ou papel reciclado com água. Lâminas ou rotores agitam a mistura, quebrando os materiais em fibras separadas. É uma máquina essencial tanto para celulose de madeira fresca quanto para operações de reciclagem. Para papel reciclado, o despolpador geralmente inclui etapas de destintagem que ajudam a limpar o papel usado antes do refino.
Refinador
Um refinador modifica o formato da fibra e a textura da superfície, ajudando-as a aderir mais firmemente durante a fabricação do papel. Ele usa discos ou cones giratórios para cortar e fibrilar suavemente as fibras. O nível de refinamento afeta diretamente a qualidade do papel, desde sua resistência até sua qualidade de impressão. O refino excessivo pode danificar as fibras e enfraquecer o produto final.
Máquina Fourdrinier
A máquina Fourdrinier forma a folha de papel espalhando a polpa por uma malha de arame móvel. A água drena através da malha à medida que o tapete de fibra se forma. As caixas de vácuo abaixo da malha ajudam a remover mais água. Esta seção determina a uniformidade da folha e a distribuição das fibras, o que é fundamental para produzir rolos ou folhas de papel suaves e consistentes.
Secadores e Calandras
Após a prensagem, o papel úmido passa por grandes secadores aquecidos a vapor. Esses cilindros removem gradualmente a umidade até que a folha atinja a secura desejada. Em seguida, a folha passa por calandras – rolos lisos que a comprimem e dão polimento. Esta etapa ajusta a espessura, a textura e o acabamento do papel dependendo se o produto é brilhante, fosco ou não revestido.
Tipos comuns de papel e seus usos
Papel para escrever e imprimir
Usado para livros, documentos de escritório e papéis profissionais.
Superfície lisa para fácil absorção de tinta.
Os tipos comuns incluem papel bond e papel de copiadora.
Adequado para impressoras, aparelhos de fax e copiadoras.
Papel de embalagem
Protege e apresenta os produtos durante o transporte.
Inclui papel kraft, conhecido pela resistência e resistência ao rasgo.
Usado para embrulhar, amortecer e encher caixas.
Lenços e produtos de higiene
Feito de materiais macios e absorventes.
Inclui papel higiênico, toalhas de papel, guardanapos e lenços faciais.
Projetado para ser suave para a pele e ao mesmo tempo oferecer alta absorção.
Papéis especiais (brilhante, fosco, revestido)
Brilhante: Ideal para impressão de fotos, com cores vivas e detalhes nítidos.
Fosco: Superfície não reflexiva, perfeita para impressões artísticas e documentos legíveis.
Revestido: Usado para revistas, folhetos e materiais de marketing de alta qualidade.
Controle de Qualidade na Fabricação de Papel
Propriedades mecânicas e físicas testadas
Resistência à tracção
Os testes de resistência à tração medem quanta força o papel pode suportar antes de quebrar. Essa propriedade é importante para papéis utilizados em produtos que precisam resistir ao estiramento, como embalagens. Maior resistência à tração garante que o papel possa suportar tensões sem rasgar.
Resistência ao rasgo
Os testes de resistência ao rasgo determinam quão bem o papel resiste à pressão. Isto é especialmente importante para produtos como sacos ou envelopes, onde o papel pode estar sujeito a forças intensas. A forte resistência ao rasgo ajuda o papel a manter sua integridade durante o uso.
Opacidade e brilho
Os testes de opacidade medem a quantidade de luz que passa através do papel, enquanto o brilho mede a quantidade de luz que ele reflete. Essas propriedades afetam a aparência do papel, especialmente para impressão. Maior opacidade e brilho melhoram o apelo visual e a clareza dos materiais impressos.
Suavidade e capacidade de impressão
Suavidade refere-se à textura da superfície do papel, que afeta a forma como a tinta se espalha. Um papel mais liso permite impressões mais claras e nítidas, tornando-o ideal para produtos impressos de alta qualidade. Papéis com superfície mais áspera podem causar problemas de absorção de tinta e clareza de impressão.
Equipamentos de teste e métodos de medição
Testador de tração : Mede a resistência e o alongamento do papel antes de quebrar.
Elmendorf Tear Tester : Avalia a resistência ao rasgo do papel sob condições controladas.
Medidores de opacidade e brilho : medem a transmissão e reflexão da luz para obter qualidade visual.
Perfiladores de Superfície : Utilizados para medir a suavidade do papel, garantindo qualidade para impressão.
Desafios na produção de celulose e papel
| do desafio |
Descrição |
| Variabilidade da fibra |
Variações na qualidade e composição da fibra afetam a resistência e a consistência do papel. |
| Controle de umidade e secagem |
Gerenciar os níveis de umidade é fundamental; o excesso de umidade enfraquece o papel, enquanto a umidade insuficiente pode causar rachaduras. |
| Desgaste e Manutenção de Equipamentos |
O uso contínuo de máquinas leva ao desgaste, exigindo manutenção e atualizações regulares para evitar interrupções. |
| Consumo de Energia e Água |
O elevado consumo de energia e água é inerente à produção de papel, apresentando desafios na gestão de custos e na sustentabilidade. |
Oportunidades de melhoria e inovação
O uso de fibras recicladas é uma oportunidade crescente na indústria papeleira. Ao incorporar materiais reciclados, os fabricantes podem reduzir custos e minimizar o impacto ambiental. Os avanços na tecnologia permitem agora fibras recicladas de maior qualidade, tornando-as uma opção mais sustentável para a produção de papel sem comprometer a resistência ou a durabilidade.
A tecnologia de refino e formação continua a evoluir, melhorando a qualidade dos produtos de papel. Novas técnicas de refino melhoram a ligação das fibras, resultando em um papel mais resistente. Enquanto isso, melhores métodos de formação ajudam a criar folhas mais lisas e consistentes, reduzindo defeitos e melhorando a uniformidade do produto.
A automação no controle de processos está remodelando a fabricação de papel. Ao utilizar dados em tempo real, os sistemas automatizados permitem que os fabricantes ajustem parâmetros de produção, como níveis de umidade e temperatura. Isso resulta em maior consistência, menos defeitos e melhor eficiência geral em todo o processo de produção.
Conclusão
O processo de fabricação de celulose e papel envolve várias etapas principais, incluindo preparação de matéria-prima, polpação, branqueamento, refino e fabricação de papel. Cada etapa é crucial para garantir papel de alta qualidade e eficiência. O domínio desses processos é essencial para manter a consistência do produto e atender aos padrões do setor.
Com avanços como fibras recicladas e automação, o futuro da fabricação de papel parece promissor. Estas inovações aumentarão a sustentabilidade e a eficiência da produção, oferecendo soluções mais ecológicas e económicas para o avanço da indústria do papel.
Perguntas frequentes (FAQ)
Qual é a diferença entre celulose e papel?
A celulose é o material fibroso usado para fazer papel. O papel é o produto acabado produzido pelo processamento da celulose em folhas.
Por que a madeira macia e a madeira dura são usadas na fabricação de papel?
A madeira macia fornece fibras longas para maior resistência, enquanto a madeira dura oferece fibras mais curtas para maior suavidade e melhor capacidade de impressão em papel.
Como a polpa é branqueada sem usar cloro?
A celulose pode ser branqueada com oxigênio, peróxido de hidrogênio ou ozônio, reduzindo o impacto ambiental e evitando produtos químicos à base de cloro.
Fontes de referência
[1] https://www.pulpandpaper-technology.com/articles/pulp-and-paper-manufacturing-process-in-the-paper-industry
[2] https://extension.okstate.edu/fact-sheets/basics-of-paper-manufacturing.html
[3] https://www.princeton.edu/~ota/disk1/1989/8931/893104.PDF
[4] https://www.deskera.com/blog/paper-manufacturing-process-how-paper-is-made/
[5] https://www.vectorsolutions.com/resources/blogs/papermaking-process/
[6] https://www.draeger.com/Content/Documents/Content/pulp-paper-note-pdf-10780-en-us-2106-3.pdf
[7] https://www.slideshare.net/slideshow/paper-manufacturing-process/79334000
[8] https://www.youtube.com/watch?v=E4C3X26dxbM























