Har du nogensinde tænkt over, hvordan hverdagspapir laves? Papir- og papirfremstillingsprocessen er en fascinerende blanding af videnskab, maskineri og århundreder gammel viden, der forvandler træ og genbrugsmaterialer til alt fra notesbøger til emballage.
I dette indlæg lærer du, hvad papirmasse- og papirfremstilling egentlig er, hvorfor det betyder noget i nutidens verden, og hvordan det har udviklet sig over tid. Vi guider dig gennem hvert trin - fra forberedelse af råmaterialer og pulp til pladedannelse og efterbehandling. Uanset om du er en nysgerrig studerende eller bare vil forstå, hvad der skal til for at lave papir, er denne guide til dig.
Hvad er Pulp? Forståelse af råmaterialet
Papirmasse er udgangspunktet for alle papirprodukter. Det er en våd, fibrøs blanding lavet af nedbrydning af plantematerialer som træ eller genbrugspapir. Når de er adskilt, kan fibrene formes til tynde ark - det er papir. Men ikke al papirmasse er lavet på samme måde. Lad os nedbryde de anvendte typer fibre, og hvorfor cellulose er den rigtige helt i denne proces.
Typer af fibre, der bruges til papirfremstilling
Træfibre: Nåletræ vs. hårdttræ
Nåletræsfibre (som fyr eller gran) er længere og mere fleksible. Dette gør papiret stærkere og mere holdbart.
Hårdttræsfibre (såsom birk eller eukalyptus) er kortere og glattere. De hjælper med at skabe en fin, jævn overflade – ideel til udskrivning.
| Type |
Fiberlængde |
Papirstyrke |
Almindelig brug |
| Blødt træ |
Lang |
Høj |
Emballage, pap |
| Hårdttræ |
Kort |
Sænke |
Trykpapir, servietter |
Ikke-træfibre
Disse omfatter bagasse sukkerrørrester), hørbomuld , hamp og ( . De bruges ofte i specialpapirer, eller hvor træfrie kilder foretrækkes.
Bagasse er let og findes almindeligvis i fødevareemballage. Bomuld fremstiller blødt papir af høj kvalitet, som valuta eller kunstpapir.
Genbrugsfibre
Genbrugspapir renses, genforarbejdes og genbruges. Selvom det er kortere og svagere end jomfrufibre, er det stadig nyttigt.
De bliver ofte blandet med stærkere fibre for at øge papirets holdbarhed og tekstur.
Hvorfor cellulose er nøglen til papirfremstilling
Celluloses rolle
Cellulose er kernematerialet, der findes i alle plantebaserede fibre. Det er sejt, fleksibelt og binder godt til andre fibre. Det er det, der gør den perfekt til at danne et ark, der holder sammen.
Lignin og Hemicellulose: Støttestøbt
Lignin fungerer som lim i træ. Det holder fibrene tæt, men skal fjernes, ellers bliver papiret gult og skørt.
Hemicellulose hjælper med binding mellem fibre. Selvom det er blødere end cellulose, understøtter det fleksibilitet og pladedannelse.
Trin-for-trin oversigt over pulp- og papirfremstillingsprocessen
Rejsen fra rå træstammer til et færdigt ark papir involverer flere trin. Hver fase omdanner omhyggeligt plantefibre til stærke, printbare ark. Dette afsnit leder dig gennem de centrale produktionsstadier og fremhæver både traditionelle og moderne teknikker, der bruges i pulp- og papirfabrikker i dag.
1. Råvareforberedelse
Afbarkning og flisning proces
Træstammer passerer først gennem store afbarkningstromler, som fjerner bark ved at tumle og sprøjte vand. De rene træstammer flyttes derefter til flishuggere med høj hastighed, der skærer dem i små, ensartede spåner for at opnå ensartede pulpresultater.
Træflis skal være små og ensartede for at sikre effektiv tilberedning og ensartet fiberadskillelse under pulpdannelsen.
Indkøb af træ
Træstammer høstes typisk fra forvaltede skove eller fås som restprodukter fra savværker og træforarbejdningsanlæg.
Skovaffald som grene eller afpuds tilhugges også og bruges som en omkostningseffektiv fiberkilde.
| Materiale Kilde |
Fordele |
| Savværksrester |
Overkommelig, reducerer træspild, allerede afbarket |
| Administrerede skovstammer |
Stærke, friske fibre, især til kraftpapir |
| Logrester |
Bruger træ af lav kvalitet og reducerer bortskaffelse |
2. Pulping Process
Mekanisk Pulping
Stone Groundwood (SGW): Træstammer skubbes mod massive slibeskiver for at udvinde fibre med minimal kemisk brug.
Refiner Mechanical Pulping (RMP): Træflis rives i raffinaderier ved hjælp af roterende metalskiver under højt tryk.
Thermo-Mechanical Pulping (TMP): Damp forbehandler spåner før raffinering, hvilket forbedrer lysstyrken og fiberfleksibiliteten.
Mekaniske papirmasser bevarer det meste af træstrukturen, men det fører til lavere styrke og mørkere papir uden kraftig blegning.
Kemisk Pulping
Kraftproces: Bruger en stærk alkalisk opløsning til at opløse lignin, mens cellulosefibrene holdes intakte og stærke.
Sulfitproces: En syrebaseret metode, bedre til specialpapir, men resulterer i svagere papirmasse sammenlignet med kraft.
Semi-Kemisk Pulping
Mekanisk vs. Kemisk sammenligning
| Karakteristisk |
Mekanisk Pulp |
Kemisk Pulp |
| Fiberstyrke |
Lav på grund af tilbageholdt lignin |
Høj på grund af fuld lignin fjernelse |
| Udbytte |
Høj (90-95 %) |
Medium (45-55 %) |
| Lysstyrke (efter blegemiddel) |
Medium |
Høj |
| Typiske anvendelser |
Kataloger, avispapir, flyers |
Kontorpapir, emballage |
3. Pulprensning og screening
Efter pulpning skal affald som knaster, bark og sand adskilles for at forhindre beskadigelse af udstyr og dårlig papirkvalitet.
Centrifugalrensere spinder masseopslæmningen ved høje hastigheder for at fjerne tætte forurenende stoffer som grus og metalfragmenter.
Ren pulp sikrer ensartet arkdannelse og undgår papirbrud forårsaget af rester af hårde partikler eller træklumper.
4. Blegeproces
Blegning gør papirmasse lysere og forbedrer udseendet af det endelige papir. Kemisk papirmasse har brug for en dybere blegning end mekanisk papirmasse.
Hvorfor blegemiddel? Ubleget papirmasse producerer mørkt papir, der let misfarves, især under lys eller over tid.
Almindelige midler: Hydrogenperoxid er skånsomt, klordioxid er meget effektivt, og ozon virker hurtigt, men er dyrt.
Forskellige fremgangsmåder: Mekanisk papirmasse bleges let for at bevare udbyttet; kemisk papirmasse er fuldstændig bleget for hvidhed.
| Blegemiddel |
effektivitet |
Pris |
bedst for |
| Hydrogenperoxid |
Moderat |
Lav |
Genanvendt eller mekanisk papirmasse |
| Klordioxid |
Høj |
Moderat |
Kraft og sulfit kemiske papirmasser |
| Ozon |
Meget høj |
Høj |
Specialpapir med høj lysstyrke |
5. Forfining og tæsk
Formål med raffinering
Raffinering forbereder fibre til at binde bedre ved at gøre overflader ru og gøre dem mere fleksible og sammenlåsende.
Raffineringsudstyr
Skiveraffinere: Højhastigheds roterende skiver maler papirmasse mellem rillede metalplader, justerer fiberform og længde.
Koniske raffinører: Brug tryk- og kegleformede kamre til at skære og komprimere pulp til mere ensartede fibre.
Indvirkning på fiberbinding
Korrekt raffinering forbedrer papirets glathed, trækstyrke og printbarhed uden at gøre det skørt eller ujævnt.
6. Papirfremstillingsproces
Dannelse af arket
Den vandige pulpblanding fordeles jævnt fra indløbskassen på et bevægeligt trådnet for at begynde at danne papirarket.
Tyngdekraft og sug fjerner det meste vand og efterlader en våd fibermåtte klar til presning.
Presser
Den våde måtte passerer gennem tunge ruller pakket ind i filt for at presse mere vand ud og komprimere fibrene.
Dette forbedrer arkstyrken og forbereder banen til hurtigere tørring uden at beskadige fiberbindinger.
Tørring
| Stage |
vandindhold (%) |
| Efter Dannelse |
~99 % |
| Efter tryk |
~50-60 % |
| Efter tørring |
~4-6 % |
7. Efterbehandling og ombygning
Kalandrering: Papir passerer mellem glatte, opvarmede ruller for at flade overfladen ud og reducere variationer i tykkelsen.
Belægning og limning: Overflader kan behandles med stivelse, ler eller latex for at forbedre udskriftskvaliteten og blækbestandigheden.
Skæring og emballering: Den kontinuerlige papirrulle skæres i håndterbare størrelser eller ark og pakkes derefter ind til levering.
De sidste efterbehandlingstrin bestemmer papirets tekstur, vægt, glans og ydeevne i udskrivnings- eller foldeapplikationer.
Nøglemaskiner, der bruges i papirfremstillingsprocessen
Papirproduktion afhænger af et koordineret system af maskiner. Hver enkelt varetager et specifikt job i transformationen fra råt træ til færdigt papir. Fra at fjerne bark til at udglatte det endelige ark, arbejder disse maskiner i rækkefølge for at sikre, at hvert ark opfylder kvalitetsstandarderne. Lad os udforske de væsentlige maskiner, der bruges gennem hele processen.
Debarker
En afbarker fjerner barken fra træstammerne, før de tilhugges. Dette trin er vigtigt, fordi bark kan forårsage forurening og beskadige maskiner nedstrøms. Inde i afbarkeren roteres træstammer i store tromler, mens vandstråler hjælper med at løsne og fjerne barken. Når de er renset, er træstammerne klar til at komme ind i flishuggeren.
Flishugger
Flishuggeren skærer afbarkede træstammer til små, ensartede flis, der er nemmere at bearbejde. Den bruger skarpe, roterende knive til at skære kævlerne hurtigt og effektivt. Chips skal have ensartet størrelse, så de koger jævnt i rådnetanke eller raffineres korrekt i mekaniske processer. Ujævne spåner kan føre til dårlig pulpkvalitet.
Rådnetank
Rådnetanken er central for kemisk pulpproduktion. Den koger træflisene med varme og kemikalier for at nedbryde lignin og frigøre cellulosefibrene. Rådnetanke kommer i to former: batch og kontinuerlig. Mens batch rådnetanke håndterer en belastning ad gangen, kører kontinuerlige rådnetanke non-stop, ideelt til at producere stærk kraftmasse ved store volumener.
Pulper
Pulperen skaber en gylle ved at blande rå fibre eller genbrugspapir med vand. Blade eller rotorer omrører blandingen og brækker materialer i separate fibre. Det er en nøglemaskine til både frisk træmasse og genbrugsoperationer. For genbrugspapir inkluderer papirmassemaskinen ofte afsværtningstrin, der hjælper med at rense det brugte papir før raffinering.
Raffiner
En raffinør ændrer fiberform og overfladetekstur, hvilket hjælper dem med at binde mere tæt under papirfremstilling. Den bruger roterende skiver eller kegler til forsigtigt at skære og fibrillere fibrene. Raffineringsniveauet påvirker direkte papirkvaliteten, fra hvor stærkt det er til hvor godt det udskriver. Overraffinering kan beskadige fibre og svække det endelige produkt.
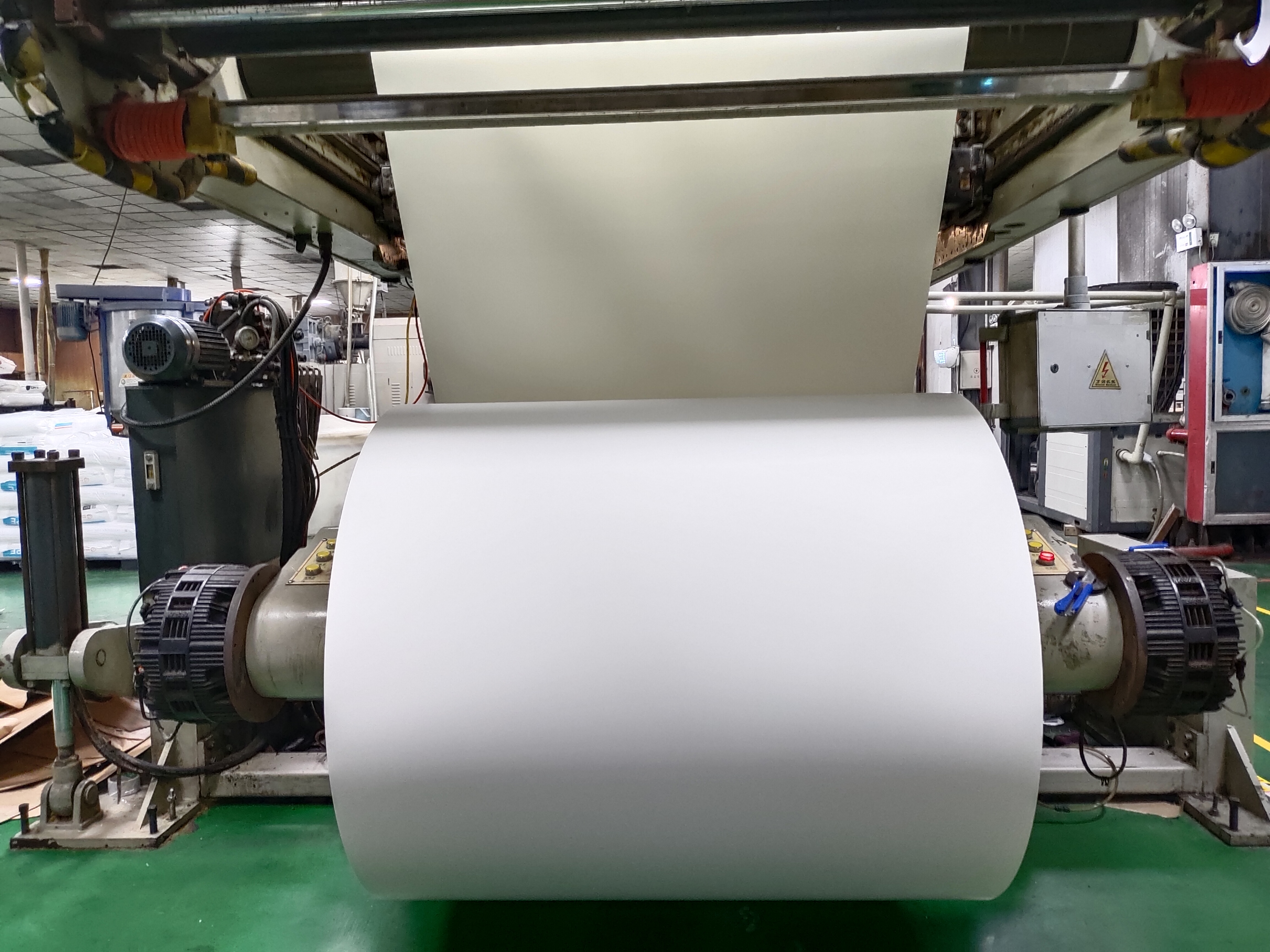
Fourdrinier maskine
Fourdrinier-maskinen danner arket papir ved at sprede papirmasse hen over en bevægelig nettråd. Vand løber gennem nettet, efterhånden som fibermåtten dannes. Vakuumbokse under nettet hjælper med at fjerne mere vand. Dette afsnit bestemmer arkens ensartethed og fiberfordeling, hvilket er afgørende for fremstilling af glatte, ensartede papirruller eller ark.
Tørretumblere og kalendere
Efter presning bevæger det fugtige papir sig gennem store dampopvarmede tørretumblere. Disse cylindre fjerner gradvist fugt, indtil pladen når sin måltørhed. Derefter passerer arket gennem kalendrene - glatte ruller, der komprimerer og polerer det. Dette trin justerer papirets tykkelse, tekstur og finish afhængigt af, om produktet er blankt, mat eller ubestrøget.
Almindelige papirtyper og deres anvendelser
Skrive- og trykpapir
Bruges til bøger, kontordokumenter og professionelle papirer.
Glat overflade for nem blækabsorption.
Almindelige typer omfatter obligationspapir og kopipapir.
Velegnet til printere, faxmaskiner og kopimaskiner.
Emballage papir
Beskytter og præsenterer produkter under forsendelse.
Inkluderer kraftpapir, kendt for styrke og rivebestandighed.
Anvendes til indpakning, dæmpning og påfyldning af æsker.
Væv og hygiejneprodukter
Fremstillet af bløde, absorberende materialer.
Inkluderer toiletpapir, papirhåndklæder, servietter og ansigtsservietter.
Designet til at være skånsom mod huden og samtidig tilbyde høj absorberingsevne.
Specialpapir (blankt, mat, coated)
Blank: Ideel til fotoprint med klare farver og skarpe detaljer.
Mat: Ikke-reflekterende overflade, perfekt til kunsttryk og læsbare dokumenter.
Coated: Bruges til højkvalitets magasiner, brochurer og marketingmaterialer.
Kvalitetskontrol i papirfremstilling
Mekaniske og fysiske egenskaber testet
Trækstyrke
Trækstyrketest måler, hvor meget kraft papir kan klare, før det går i stykker. Denne egenskab er vigtig for papir, der bruges i produkter, der skal modstå strækning, såsom emballage. Højere trækstyrke sikrer, at papiret kan tåle stress uden at rive.
Tåremodstand
Rivemodstandstest bestemmer, hvor godt papir holder under tryk. Dette er især vigtigt for produkter som poser eller kuverter, hvor papiret kan blive udsat for skarpe kræfter. Stærk rivebestandighed hjælper papiret med at bevare sin integritet under brug.
Opacitet og lysstyrke
Opacitetstest måler, hvor meget lys der passerer gennem papiret, mens lysstyrke måler, hvor meget lys det reflekterer. Disse egenskaber påvirker, hvordan papiret ser ud, især til udskrivning. Højere opacitet og lysstyrke forbedrer den visuelle appel og klarhed af trykte materialer.
Glathed og printbarhed
Glathed refererer til papirets overfladetekstur, som påvirker, hvordan blækket spredes. Et glattere papir giver klarere, skarpere udskrifter, hvilket gør det ideelt til trykte produkter af høj kvalitet. Papir med en mere ru overflade kan forårsage problemer med blækabsorption og udskriftsklarhed.
Testudstyr og målemetoder
Træktester : Måler papirstyrke og forlængelse før brud.
Elmendorf Tear Tester : Vurderer papirets rivemodstand under kontrollerede forhold.
Målere for opacitet og lysstyrke : Mål lystransmission og refleksion for visuel kvalitet.
Overfladeprofilere : Bruges til at måle papirets glathed, hvilket sikrer kvalitet til udskrivning.
Udfordringer i papirmasse- papirproduktion
| Udfordringsbeskrivelse |
og |
| Fibervariabilitet |
Variationer i fiberkvalitet og sammensætning påvirker papirets styrke og konsistens. |
| Fugt- og tørringskontrol |
Håndtering af fugtniveauer er kritisk; overskydende fugt svækker papiret, mens utilstrækkelig fugt kan forårsage revner. |
| Udstyrsslid og vedligeholdelse |
Kontinuerlig brug af maskiner fører til slid, hvilket kræver regelmæssig vedligeholdelse og opgraderinger for at undgå forstyrrelser. |
| Energi- og vandforbrug |
Højt energi- og vandforbrug er iboende i papirproduktion, hvilket giver udfordringer med hensyn til omkostningsstyring og bæredygtighed. |
Muligheder for forbedring og innovation
Brugen af genbrugsfibre er en voksende mulighed i papirindustrien. Ved at inkorporere genbrugsmaterialer kan producenterne reducere omkostningerne og minimere miljøpåvirkningen. Fremskridt inden for teknologi giver nu mulighed for genbrugsfibre af højere kvalitet, hvilket gør dem til en mere bæredygtig mulighed for at producere papir uden at gå på kompromis med styrke eller holdbarhed.
Raffinerings- og formationsteknologi fortsætter med at udvikle sig, hvilket forbedrer kvaliteten af papirprodukter. Nye raffineringsteknikker forbedrer fiberbindingen, hvilket fører til stærkere papir. I mellemtiden hjælper bedre formningsmetoder med at skabe glattere, mere ensartede ark, reducere defekter og forbedre produktets ensartethed.
Automatisering i processtyring omformer papirfremstillingen. Ved at bruge realtidsdata giver automatiserede systemer producenterne mulighed for at justere produktionsparametre såsom fugtniveauer og temperatur. Dette resulterer i forbedret konsistens, færre defekter og bedre samlet effektivitet på tværs af produktionsprocessen.
Konklusion
Fremstillingsprocessen for papirmasse og papir involverer flere nøglefaser, herunder råmaterialeforberedelse, pulpfremstilling, blegning, raffinering og papirfremstilling. Hvert trin er afgørende for at sikre papir af høj kvalitet og effektivitet. Beherskelse af disse processer er afgørende for at opretholde produktkonsistens og opfylde industristandarder.
Med fremskridt som genbrugsfibre og automatisering ser fremtiden for papirfremstilling lovende ud. Disse innovationer vil øge bæredygtighed og produktionseffektivitet og tilbyde mere miljøvenlige og omkostningseffektive løsninger til papirindustrien fremover.
Ofte stillede spørgsmål (FAQ)
Hvad er forskellen mellem papirmasse og papir?
Papirmasse er det fibrøse materiale, der bruges til at fremstille papir. Papir er det færdige produkt fremstillet ved at forarbejde papirmasse til ark.
Hvorfor bruges både nåletræ og hårdttræ til papirfremstilling?
Blødt træ giver lange fibre for styrke, mens hårdt træ giver kortere fibre for glathed og bedre printbarhed på papir.
Hvordan bleges papirmasse uden brug af klor?
Pulp kan bleges ved hjælp af ilt, hydrogenperoxid eller ozon, hvilket reducerer miljøpåvirkningen og undgår klorbaserede kemikalier.
Referencekilder
[1] https://www.pulpandpaper-technology.com/articles/pulp-and-paper-manufacturing-process-in-the-paper-industry
[2] https://extension.okstate.edu/fact-sheets/basics-of-paper-manufacturing.html
[3] https://www.princeton.edu/~ota/disk1/1989/8931/893104.PDF
[4] https://www.deskera.com/blog/paper-manufacturing-process-how-paper-is-made/
[5] https://www.vectorsolutions.com/resources/blogs/papermaking-process/
[6] https://www.draeger.com/Content/Documents/Content/pulp-paper-note-pdf-10780-en-us-2106-3.pdf
[7] https://www.slideshare.net/slideshow/paper-manufacturing-process/79334000
[8] https://www.youtube.com/watch?v=E4C3X26dxbM























